
Chưa có sản phẩm trong giỏ hàng.











































































Tin Tức
Mẹo – Chuẩn bị bề mặt kim loại trước khi phun cát

04
Th9
Th9
Chuẩn bị bề mặt kim loại thích hợp trước khi phun cát là điều cần thiết cho sự thành công của việc sơn bảo vệ. Tầm quan trọng của việc loại bỏ dầu, mỡ, lớp phủ cũ và các chất gây ô nhiễm bề mặt (chẳng hạn như cáu cặn và rỉ sét trên thép, cặn bám trên bê tông và muối kẽm trên bề mặt mạ kẽm).
Hiệu suất của bất kỳ lớp sơn phủ nào phụ thuộc trực tiếp vào việc chuẩn bị bề mặt chính xác và kỹ lưỡng trước khi sơn phủ. Mặc cho hệ thống lớp phủ công nghệ tiên tiến và đắt tiền nhất sẽ hỏng nếu việc chuẩn bị bề mặt không chính xác hoặc không hoàn thiện.
Thép
Một số phương pháp chuẩn bị bề mặt kim loại hay thép khác nhau được mô tả ngắn gọn dưới đây. Để biết thêm chi tiết và khuyến nghị rõ ràng vui lòng tham khảo thông số kỹ thuật đầy đủ, chẳng hạn như:
- Tiêu chuẩn quốc tế ISO 8504: 1992 (E). Chuẩn bị nền thép trước khi thi công
- sơn và các sản phẩm liên quan – Các phương pháp chuẩn bị bề mặt.
- Hội đồng sơn kết cấu thép (SSPC), Pittsburgh, PA, Hoa Kỳ. Đầy đủ các bước chuẩn bị bề mặt tiêu chuẩn.
- Tiêu chuẩn quốc tế ISO 8501-1: 1988 (E) và ISO 8501-2: 1994. Chuẩn bị thép, Chất nền trước khi thi công sơn và các sản phẩm liên quan – Đánh giá bề mặt bằng mắt sạch sẽ.
- Tiêu chuẩn Thụy Điển SIS 05 59 00 (1967) – Tiêu chuẩn chuẩn bị bề mặt cho Bề mặt thép được sơn.
- Hiệp hội nghiên cứu đóng tàu Nhật Bản – Tiêu chuẩn cho việc chuẩn bị bề mặt thép trước khi sơn (Tiêu chuẩn “JSRA”).
- Tiêu chuẩn phun cát thủy lực của lớp phủ bảo vệ quốc tế.
- Tiêu chuẩn phun cát bảo vệ quốc tế.
- Tiêu chuẩn phun cát quét mài mòn quét sơn bảo vệ quốc tế.

Loại bỏ chất gây ô nhiễm
Hiệu suất của lớp phủ bảo vệ được áp dụng cho thép bị ảnh hưởng đáng kể bởi điều kiện của nền thép ngay trước khi sơn. Các yếu tố chính ảnh hưởng đến hiệu suất là:
a) ô nhiễm bề mặt bao gồm muối, dầu, mỡ, các hợp chất khoan và cắt
b) gỉ sét và cáu cặn
c) bề mặt
Mục tiêu chính của việc chuẩn bị bề mặt kim loại là đảm bảo rằng tất cả các tạp chất đó được loại bỏ để giảm khả năng bắt đầu ăn mòn để tạo ra một biên dạng bề mặt cho phép thỏa mãn độ bám dính của lớp sơn phủ cần thi công.
Tẩy dầu mỡ
Điều cần thiết là phải loại bỏ tất cả các muối hòa tan, dầu, mỡ, các hợp chất khoan và cắt và các chất bẩn bề mặt khác trước khi chuẩn bị bề mặt hoặc sơn tiếp theo của thép. Có lẽ phương pháp phổ biến nhất là rửa bằng dung môi, sau đó lau khô bằng giẻ sạch. Việc lau sạch là rất quan trọng, bởi vì nếu điều này không được thực hiện kỹ lưỡng, kết quả của quá trình rửa bằng dung môi sẽ chỉ làm lây lan sự nhiễm bẩn trên một khu vực rộng hơn. Nhũ tương độc quyền, hợp chất tẩy dầu mỡ và làm sạch bằng hơi nước cũng thường được sử dụng.

Làm sạch dụng cụ cầm tay
Có thể loại bỏ các lớp sơn cũ bám dính lỏng lẻo, gỉ sét và các lớp sơn cũ ra khỏi thép bằng cách đánh dây bằng tay, chà nhám, cạo và đục. Tuy nhiên, các phương pháp này không hoàn thiện, và luôn để lại một lớp gỉ bám chặt trên bề mặt thép.
Làm sạch dụng cụ sử dụng điện
Nói chung, hiệu quả hơn và ít tốn công hơn so với việc làm sạch bằng dụng cụ cầm tay để loại bỏ cặn bẩn, sơn và rỉ sét bám dính lỏng lẻo. Tuy nhiên, việc vệ sinh dụng cụ điện sẽ không loại bỏ được lớp gỉ và cặn bám chặt. Bàn chải dây điện, các dụng cụ tác động như súng bắn kim, máy mài và máy chà nhám đều được sử dụng phổ biến. Cần chú ý, đặc biệt với bàn chải dây điện, không được đánh bóng bề mặt kim loại vì như vậy sẽ làm giảm tính then chốt cho các lớp sơn tiếp theo.

Phun cát làm sạch
Cho đến nay, phương pháp chuẩn bị bề mặt kim loại hiệu quả nhất cho để loại bỏ cáu cặn, rỉ sét và các lớp phủ cũ, sử dụng chất mài mòn như cát, sạn hoặc bắn dưới áp suất cao.
Trước khi phun cát, đồ thép phải được tẩy dầu mỡ và loại bỏ tất cả các vết hàn. Nếu muối, mỡ hoặc dầu có trên bề mặt, nó sẽ bị loại bỏ bởi quá trình phun cát, nhưng không phải vậy. Mặc dù không nhìn thấy được, nhưng sự nhiễm bẩn sẽ vẫn tồn tại dưới dạng một lớp mỏng và sẽ ảnh hưởng đến độ bám dính của các lớp sơn tiếp theo. Nên mài bớt các đường hàn, các mảnh kim loại và các cạnh sắc do quá trình phun cát để lộ ra ngoài, vì lớp sơn có xu hướng bay ra khỏi các cạnh sắc, dẫn đến lớp sơn mỏng và giảm khả năng bảo vệ. Các hạt hàn gần như không thể phủ đều, ngoài ra thường kết dính lỏng lẻo và đây là nguyên nhân phổ biến khiến lớp sơn bị hỏng sớm.
Biên dạng bề mặt thu được trong quá trình phun cát là rất quan trọng, và sẽ phụ thuộc vào chất mài mòn được sử dụng, áp suất không khí và kỹ thuật phun cát. Cấu hình quá thấp có thể không cung cấp đủ chìa khóa cho lớp phủ, trong khi cấu hình quá cao có thể dẫn đến độ phủ không đồng đều của các đỉnh cao, sắc nét, có thể dẫn đến hỏng lớp phủ sớm, đặc biệt đối với các lớp phủ màng mỏng như sơn lót cao cấp.
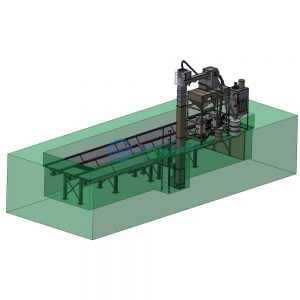
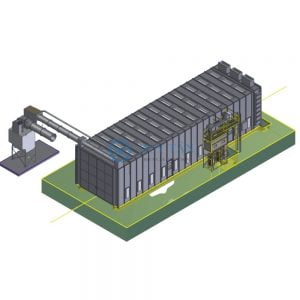
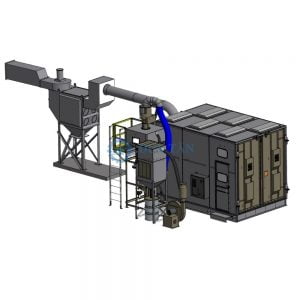
Thiết bị phun cát – xử lý chuẩn bị bề mặt kim loại

Thiết bị phun cát là một thiết bị công nghiệp chuyên làm sạch bề mặt của kim loại như thép, inox, nhôm và các vật liệu khác như gỗ, đá, kính… Dựa vào những kích thước của sản phẩm cần phun Duy Tân thiết kế và cho ra rất nhiều loại thiết phun cát khác nhau như máy phun cát, tủ phun cát, phòng phun bi – máy phun bi tự động thu hồi.
CÔNG TY TNHH THIẾT BỊ CÔNG NGHIỆP DUY TÂN
📍 Địa chỉ: Lô B22, Khu dân cư Vĩnh Phú 1, TP. Thuận An, Bình Dương
📞Hotline: 0932 943 626
📩 Email: thietbiduytan@gmail.com
🔹 Fanpage: Phun cát – Phun sơn Duy Tân
🌐 Website: https://thietbiduytan.vn



